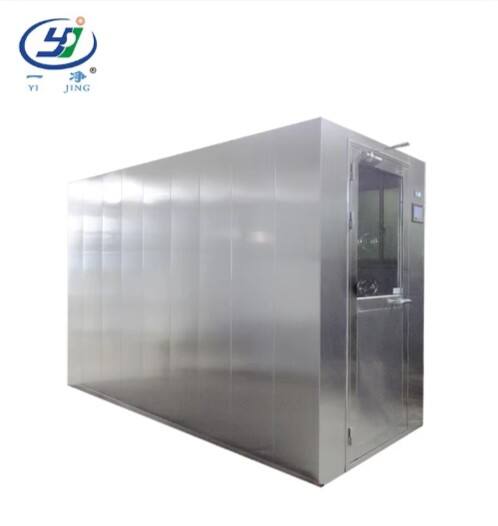
pass through box
A pass through box, also known as a transfer hatch or pass-through chamber, is an essential containment solution designed to facilitate the safe and controlled transfer of materials between two separate environments. These sophisticated systems typically feature a dual-door design with mechanical or electronic interlocking mechanisms that prevent both doors from being opened simultaneously, maintaining environmental integrity. The construction usually incorporates stainless steel or other resistant materials, making them suitable for various applications including cleanrooms, laboratories, and pharmaceutical facilities. Modern pass through boxes often include advanced features such as HEPA filtration systems, UV sterilization capabilities, and digital control interfaces that monitor and regulate internal conditions. These units can be customized with different sizes, materials, and configurations to accommodate specific transfer requirements, whether it's for sensitive documents, sterile equipment, or hazardous materials. The system's design ensures minimal cross-contamination risk while maximizing operational efficiency through its streamlined transfer process.