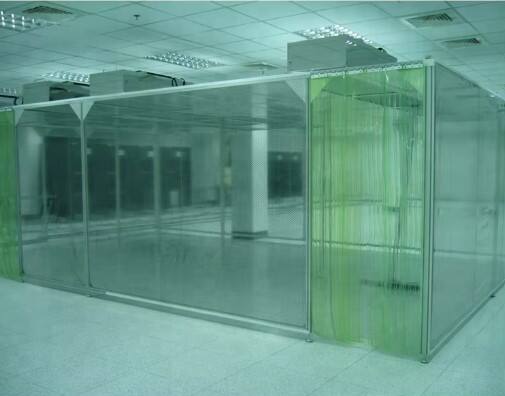
clean room laboratory
A clean room laboratory represents the pinnacle of controlled environmental technology, designed to maintain precise levels of particulates, temperature, humidity, air pressure, and other environmental parameters. These specialized facilities feature advanced HEPA filtration systems that remove particles as small as 0.3 microns, ensuring an ultra-clean workspace essential for sensitive operations. The laboratory's construction incorporates seamless walls, specialized flooring, and carefully designed air handling systems that work in concert to maintain cleanliness standards ranging from ISO Class 1 to Class 9. Modern clean rooms are equipped with sophisticated monitoring systems that continuously track environmental conditions, providing real-time data and alerts. These facilities serve crucial roles in semiconductor manufacturing, pharmaceutical production, medical device assembly, and advanced research applications. The infrastructure includes airlocks and gowning rooms that serve as transition zones, preventing contamination from external sources. Specialized equipment within the clean room is designed to minimize particle generation, while the workspace layout optimizes laminar airflow patterns to maintain cleanliness levels.